-
Koszyk jest pusty
-
x
Darmowa dostawa od 500 PLN
-
Koszyk jest pusty
-
x
-
Sherman Spawarka Plasma DIGITIG 204 QUATTRO + wózek + przecinarka do 12mm






























| Opinie | |
| Wysyłka w ciągu | 48 godzin |
| Cena przesyłki | 0 |
| Dostępność |
|
Zamówienia tel 730983550; 518661266
| Zostaw telefon |
SHERMAN DIGITIG 204 QUATTRO PLASMA
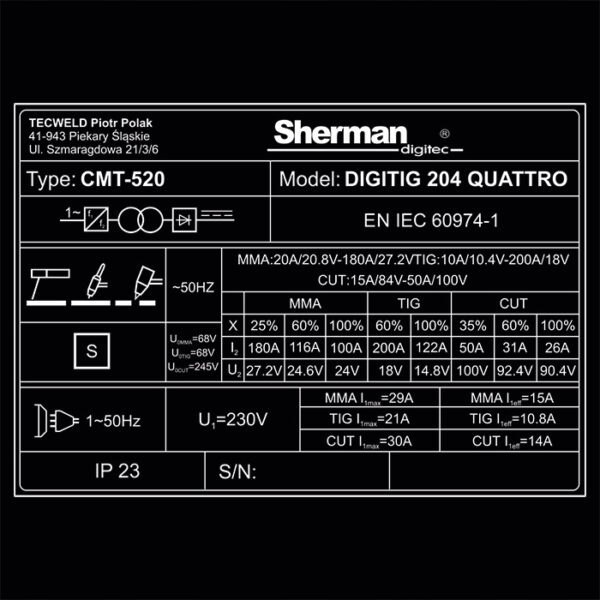
Producent: Sherman | Metody spawania: MMA, TIG HF DC, Cold Welding, Cięcie plazmowe | Zasilanie: 230V | Prąd spawania: 200A | Sprawność: 60% | Zakres prądu cięcia: 15-50A | Max grubość cięcia: 12mm

WYPOSAŻENIE STANDARDOWE:
- Sherman Spawarka DIGITIG 204 QUATTRO z przecinarką plazmową
- Uchwyt TIG-17 ze sterowaniem
- Uchwyt plazmowy
- Przewód elektrodowy
- Przewód masowy
- Reduktor przecinarki plazmowej
Pozostałe akcesoria potrzebne do pełnego eksploatowania spawarki takie jak
- butla z gazem,
- druty spawalnicze
- przyłbica, rękawice
- części zamienne uchwytu spawalniczego


Spawarka DIGITIG 204 QUATTRO to urządzenie najnowszej generacji, wykonane w technologii IGBT i wyposażone w sterowanie cyfrowe.
Służy do spawania ręcznego metodą TIG DC, MMA (elektrodą otuloną) stali i metali kolorowych prądem stałym z możliwością wykorzystania pulsacji prądu. Umożliwia także cięcie plazmowe blach i elementów stalowych, aluminiowych i miedzianych.
Cyfrowe sterowanie pozwala na pełną regulację i sterowanie parametrami spawalniczymi charakterystyki łuku oraz pulsu. Dzięki zastosowaniu funkcji Fan Stop wyłączającej wentylator przy niskim obciążeniu spawarki znacznie ograniczony został poziom hałasu.
Ponadto posiada zajarzanie HF, możliwość sterowania w trybie dwutaktu i czterotaktu oraz odmianę spawania punktowego, tzw. zimne spawanie (cold welding).
Spawarka wykonana jest w technologii inwertorowej IGBT, co pozwoliło na znaczne zmniejszenie jej masy i gabarytów. Stabilne parametry wyjściowe gwarantują uzyskanie wysokiej jakości spoiny.
Przykładowe zastosowania: przemysł lekki, prace remontowe w terenie, prace warsztatowe, motoryzacja, spawanie tłumików.
DANE TECHNICZNE:
- Numer katalogowy: 7812713
- Metody spawania: MMA, TIG HF DC, Cold Welding, Cięcie plazmowe
- Napięcie zasilania [V]: AC 230 50Hz
- Max. pobór prądu [A]: 30 A MMA: 29 A: TIG 21 A; CUT: 30 A
- Prąd spawania / cięcia MMA: 20-180 A; TIG: 10-200 A; CUT: 15 – 50 A
- Prąd spawania [A]: MMA: 180 A / 25%; TIG:200A / 60%
- Max grubość cięcia [mm]: 12
- Cykl pracy [%]: MMA: 180 A / 25%; TIG:200A / 60%
- Napięcie w stanie bez obc. [V]: MMA: 68 V, TIG: 68 V; CUT: 245 V
- Przedwypływ gazu: 0 – 2 s
- Powypływ gazu: 1 – 15 s
- Narastanie prądu: 0 – 15 s
- Opadanie prądu: 0 – 15 s
- Prąd początkowy: 10 – 200 A
- Prąd podstawy: 10 – 200 A
- Prąd krateru: 10 – 200 A
- Częstotliwość pulsu: 0,5 - 200 Hz
- Szerokość pulsu: 10 – 90 %
- Czas spawania podczas spawania punktowego: 0,01 – 2,5 s
- Czas przerwy podczas spawania punktowego: 0,1 – 10 s
- Masa [kg]: 8,5
- Wymiary (D x SZ x W) [mm]: 430 x 170 x 310


TECHNOLOGIA IGBT
Nowoczesna technologia oparta na tranzystorach bipolarnych z izolowaną bramką. Łączy w sobie łatwość sterowania tranzystorów polowych z wysokim napięciem przebicia i szybkością przełączania tranzystorów bipolarnych. Zastosowanie technologii IGBT ma wpływ na znaczne wydłużenie niezawodnej pracy urządzeń spawalniczych.
STOPIEŃ OCHRONY
IP określa w jakim stopniu urządzenie jest odporne na przedostawanie się do wewnątrz zanieczyszczeń stałych i wodnych. IP23 oznacza, że urządzenie jest przystosowane do pracy w pomieszczeniach zamkniętych i nie nadaje się do stosowania na deszczu.
ZABEZPIECZENIE PRZED PRZEGRZANIEM
Moduł IGBT jest chroniony przed przegrzaniem poprzez instalację ochronną, która wyłącza obwód spawania urządzenia. Po kilku minutach następuje ochłodzenie spawarki do temperatury umożliwiającej ponowne jego samoczynne załączenie.
CYKL PRACY
Cykl pracy bazuje na okresie 10-minutowym. Cykl pracy 60% oznacza, że po 6 minutach pracy urządzenia jest wymagana 4-minutowa przerwa. Cykl pracy 100% oznacza, że urządzenie może pracować w sposób ciągły, bez przerw.
MMA
Metoda, w której wykorzystywana jest elektroda otulona, składająca się z metalowego rdzenia pokrytego otuliną. Urządzenie umożliwia spawanie wszystkimi rodzajami elektrod, np. zasadowymi, celulozowymi, rutylowymi, czy kwaśnymi.
VRD
Funkcja VRD obniża napięcie w stanie bez obciążenia. Właściwa wartość napięcia zostaje przywrócona dopiero tuż przed zajarzeniem łuku. Minimalizuje to ryzyko porażenia prądem elektrycznym, jednak w niektórych przypadkach może utrudniać zajarzenie łuku.
TIG DC HF
W celu zupełnego wyeliminowania możliwości zanieczyszczenia spoiny wolframem, zaleca się, by elektroda nie dotykała spawanego elementu; w tym właśnie celu używa się bezstykowego zajarzania łuku przy wykorzystaniu wyładowań o wysokich częstotliwościach generowanych przez wbudowany w urządzenie jonizator.
HF - BEZTYKOWE ZAJARZANIE ŁUKU
Urządzenie wyposażone jest w jonizator umożliwiający bezstykowe zajarzanie łuku.
TRYB PRACY 2T / 4T
2T - wciśnięcie przycisku w rękojeści uchwytu powoduje włączenie jonizatora i zajarzenie łuku. Spawanie prowadzone jest z wciśniętym przyciskiem.
4T - wciśnięcie przycisku w rękojeści uchwytu spowoduje włączenie jonizatora i zajarzenie łuku wtedy należy zwolnić przycisk i prowadzić spawanie ze zwolnionym przyciskiem. Ponowne wciśnięcie przycisku spowoduje zakończenie spawania

PRĄD POCZĄTKOWY
Prąd pojawiający się w obwodzie po wciśnięciu przycisku w rękojeści uchwytu. Im wyższy prąd początkowy, tym łatwiej zajarzyć łuk.
Jednak podczas spawania cienkich blach zbyt wysoka wartość prądu początkowego może prowadzić do upalania blachy. W niektórych trybach spawania prąd nie rośnie w celu podgrzania spawanego elementu.
CZAS NARASTANIA PRĄDU
Czas narastania prądu spawania od prądu początkowego do ustawionej wartości prądu spawania.
CZAS OPADANIA PRĄDU
Czas opadania prądu spawania od wartości ustawionej do zera lub wartości prądu krateru.
CZAS PRZEDWYPŁYWU GAZU
Czas od wciśnięcia przycisku w rękojeści uchwytu i otwarcia zaworu gazowego do momentu zajarzenia łuku. Zwykle powinien być dłuższy niż 0,5 s, aby dostarczyć gaz osłonowy do wylotu dyszy palnika w celu osłonięcia miejsca rozpoczęcia spawania oraz elektrody wolframowej.
CZAS POWYPŁYWU GAZU
Czas od wygaszenia łuku do zamknięcia zaworu gazowego w celu osłonięcia krzepnącego jeziorka spawalniczego przed powietrzem oraz w celu studzenia elektrody wolframowej. Zbyt krótki czas powypływu może skutkować utlenianiem spoiny. Podczas spawania w trybie TIG AC (prądem przemiennym) czas ten powinien być dłuższy.
TIG DC
Umożliwia spawanie metodą TIG prądem stałym DC. Jest to wymagane do spawania metali kolorowych.
TIG PULS
Funkcja ma wpływ na kształt spoiny i skupienie łuku. Spawanie pulsacyjne pozwala również zmniejszyć ilość ciepła dostarczanego do materiału i ma zastosowanie podczas spawania cienkich materiałów.
CZĘSTOTLIWOŚC PULSE
Częstotliwość, z jaką zmienia się wartość impulsu prądu pomiędzy prądem spawania a prądem podstawy.
SZEROKOŚĆ PULSU
Czas trwania impulsu, pozwala na regulację głębokości wtopienia. Wzrost szerokości zwiększa głębokość wtopienia, zmniejszenie ogranicza ilość ciepła wprowadzanego do materiału, zmniejszając ryzyko przepalenia cieńszych blach lub mniejszych elementów.
PRĄD KRATERU
Prąd stosowany w niektórych trybach spawania, kiedy łuk nie jest wygaszany od razu po fazie opadania prądu spawania. Pozwala na wypełnienie krateru a końcu spoiny.

COLD TIG
Punktowa odmiana spawania TIG – tzw. zimne spawanie umożliwiająca spajanie cienkich elementów, dzięki bardzo niskiej emisji ciepła w strefie łączenia. Polega na cyklicznym krótkotrwałym zajarzeniu i wygaszeniu łuku.
- SPOT Wciśnięcie przełącznika w rękojeści uchwytu spowoduje włączenie jonizatora, zajarzenie łuku na czas ustawiony parametrem COLD TIME i wygaszenie łuku. Ponowne zajarzenie łuku wymaga zwolnienia i wciśnięcia przycisku w uchwycie.
COLD TIME 0,01 – 2,5 s.
Czas spawania podczas spawania punktowego (zimnego spawania).
PAUSE TIME 0,1 – 10 s
Czas przerwy podczas spawania punktowego (zimnego spawania). Wyłącznie dla trybu sterowania CPOT.
Prosty w obsłudze panel sterowania umożliwia precyzyjną i płynną regulację parametrów. Cyfrowy wyświetlacz wskazuje rzeczywisty prąd w trakcie spawania.
PLASMA
Funkcja umożliwiająca cięcie elementów przewodzących prąd elektryczny, wykonanych ze stali węglowych i stopowych, aluminium i jego stopów, mosiądzu, miedzi, a także żeliwa
MAKSYMALNA GRUBOŚĆ CIĘCIA 12MM
Wartość maksymalnej grubości cięcia ustalona została w optymalnych warunkach cięcia stali węglowej zwykłej jakości. W celu doboru właściwego urządzenia zaleca się wykonanie prób technologicznych w rzeczywistych warunkach pracy oraz na przykładowej próbce materiału.
MOCNA I SOLIDNA KONSTRUKCJA
Obudowa urządzenia wykonana jest z lekkich i wytrzymałych kompozytów, odpornych na wszelkiego rodzaju uszkodzenia mechaniczne.
ŁATWY TRANSPORT
Wyposażenie spawarki w uchwyt transportowy zapewniający wygodę podczas zmiany miejsc pracy.
CHŁODZENIE
Urządzenie posiada układ chłodzenia wentylatorem co zdecydowanie zwiększa jego wydajność.